









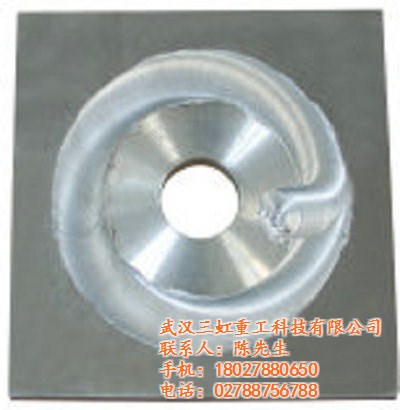
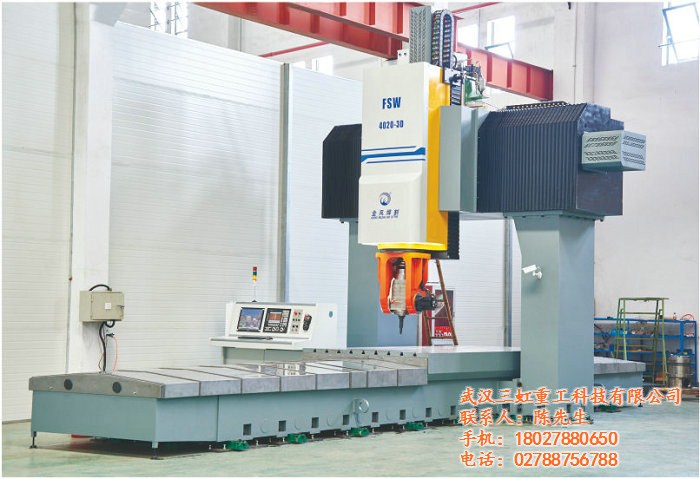
摩擦焊——连续驱动摩擦焊
典型的连续驱动摩擦焊过程的转速、轴向压力、扭矩、轴向缩短量的变化成曲线变化。通常,待焊工件两端分别固定在旋转夹具和移动夹具内,工件被夹紧后,位于滑台上的移动夹具随滑台一起向旋转端移动,工件接触后开始摩擦加热。此后,则可进行不同的控制,如时间控制或摩擦缩短量(又称摩擦变形量)控制。当达到设定值时,旋转停止,顶锻开始,通常施加较大的顶锻力并维持一段时间,然后,旋转夹具松开,滑台后退,当滑台退回到原位时,移动夹具松开,取出工件。至此,焊接过程结束。
您好,欢迎莅临三虹重工,欢迎咨询...
 触屏版二维码 |




